全国
|
网站首页
|
手机版
|
二维码
欢迎登录无损检测!请
登录
或
免费注册
网站导航
网站首页
找订单
找工厂
看款下单
行业资讯
行业展会
加工/销售
发布产品信息
发布订单信息
管理看款下单产品
管理我的信息
管理样品列表
企业管理
我的企业信息
我的服务套餐
我的企业认证
我的企业形象图
帐号安全管理
全国
已有以下省开通了 无损检测 分站
申请开通分站
全国
北京站
上海市
广州站
西安市
成都市
沈阳站
武汉站
仪器商城
考证报名
网课学习
NDT人才
企业名录
会议会展
新闻
发布询价单
探头
车
gjb
C扫描
无损检测
绝缘子
钎焊
套
DLT
美国
复材
对接焊缝
T型焊缝
锻
角焊缝
微信咨询
扫一扫手机浏览
订单工厂一手掌握
客服电话:010-62410402
网站首页
仪器商城
检测标准
检测方案
检测业务
考证报名
网课学习
NDT人才
企业名录
仪器维修
会议会展
新闻
公益网站
免费发布
联系我们
当前位置:
首页
»
新闻
»
检测方案
» 正文
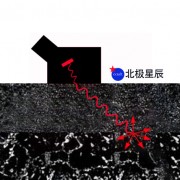
复合材料“孔隙率值”的检测依据、协议依据及影响因素
发布日期:2023-06-19 浏览次数:
150
关键点:1.“标准试样”是决定孔隙率的关键,是孔隙率值的检测依据;2.“检测增益”,“计算阈值”是计算孔隙率的协议依据,。3.“表面粗糙度”、“平面度”、“上下表面平行度”、”轮廓”会影响孔隙率值。4.注...
下一篇:
淬硬层深度测量仪精准测量淬火硬化层厚度,分辨率0.001mm
上一篇:
管壁腐蚀检测
[
新闻搜索
] [
加入收藏
] [
告诉好友
] [
打印本文
] [
违规举报
] [
关闭窗口
]
免责声明:
本网站部分内容来源于合作媒体、企业机构、网友提供和互联网的公开资料等,仅供参考。本网站对站内所有资讯的内容、观点保持中立,不对内容的准确性、可靠性或完整性提供任何明示或暗示的保证。如果有侵权等问题,请及时联系我们,我们将在收到通知后第一时间妥善处理该部分内容。
打赏
扫扫二维码用手机关注
本条新闻报道
也可关注本站官方微信账号:
"xxxxxxx"
,每日获得互联网最前沿资讯,热点产品深度分析!
同类新闻
• 对穿和反射法综合C扫描检测
• 淬火硬化层深度测量原理
• 喷水穿透法超声C扫设备操作方法
• BSN900超声波探伤仪使用说明书
• 超声相控阵使用说明书
• 服务器散热器C扫描、散热板自动超声C扫描
• 水晶高压釜、水晶釜
• 棒材最难探伤
• 孔隙率
• 石英复合材料的水浸C扫描
共
0
条 [查看全部]
相关评论
推荐图文
对穿和反射法综合C扫
淬火硬化层深度测量原
喷水穿透法超声C扫设
BSN900超声波探伤仪使
推荐新闻
对穿和反射法综合C扫描检测
钨棒水浸超声C扫描检测方案
棒材钎焊C扫描
水冷板相控阵C扫描
弹簧的超声波探伤的实质:导波
0.5铝+0.2复材+“0.1光纤”+0.5铝+0.2复材
铅制护套超声波探伤
相贯线焊缝超声波探伤
管板角焊缝超声波探伤
轧辊精细化超声波探伤
点击排行
最新资讯
对穿和反射法综合C扫描检测
淬火硬化层深度测量原理
喷水穿透法超声C扫设备操作方法
BSN900超声波探伤仪使用说明书
超声相控阵使用说明书
服务器散热器C扫描、散热板自动超声C扫描
水晶高压釜、水晶釜
棒材最难探伤
孔隙率
石英复合材料的水浸C扫描
买家保障
支持先行赔付
担保交易
保障每一笔交易
实地验厂
真实性并拍照取证
委托找厂
5万家工厂等您下单
手机客户端
随时随地 快捷方便
010-62410402
(客服热线)
上班时间:09:00-19:00(7x8小时)
客户客服中心
关于我们
关于我们
联系我们
广告服务
意见建议
付款方式
买家服务
我要看款下单
我要找工厂
面辅料市场
找现货产品
发询价单找厂
供应商服务
我要找订单
我要发布产品
我要找订单
接单直通车
加入诚信通
买家下单意向
担保交易
订单保证金
买家权益保障
发起担保交易
担保交易保障
手机扫二维码
手机APP下载
微信找订单
首页
|
找订单
|
找工厂
|
看款下单
|
面辅料市场
|
服装资讯
|
关于我们
|
联系我们
Copyright © 2012-2018 北京北极星辰科技有限公司 版权所有(2009-2023) 备案号:
京ICP备09058481号-32